Yinrichは、JZM120全自動マシュマロ加工ラインを自信を持ってご紹介いたします。このラインは、様々なフレーバー、色、形状の綿菓子(マシュマロ)を連続的に製造できる万能設備です。デポジッターとエクストルーダーを備えた当社のマシュマロマシンは、最大90~120kg/時の生産能力で、様々な形状やフィリングを製造できます。
工程フロー:ゼラチン溶解→糖溶解→エアレーション→CFA(連続発泡エアレーション)→デンプン塗布→成形→脱デンプン→熟成→自動乾燥→包装。
Yinrichは、JZM120全自動マシュマロ加工ラインを自信を持ってご紹介いたします。このラインは、様々なフレーバー、色、形状の綿菓子(マシュマロ)を連続的に製造できる万能設備です。デポジッターとエクストルーダーを備えた当社のマシュマロマシンは、最大90~120kg/時の生産能力で、様々な形状やフィリングを製造できます。
工程フロー:ゼラチン溶解→糖溶解→エアレーション→CFA(連続発泡エアレーション)→デンプン塗布→成形→脱デンプン→熟成→自動乾燥→包装。
当社の最先端のマシュマロおよびマシュマロ調理システムは、高品質のマシュマロ菓子を生産するために不可欠です。マシュマロ菓子はどれも柔らかく、しなやかでなければなりません。
当社の醸造システムは、完璧なシロップを作るために設計されています。最新の技術、段階的なプロセス、正確な温度設定、そして綿密な攪拌技術を組み合わせることで、醸造プロセス全体を通して常に望ましい濃度を実現しています。
全自動マシュマロ生産ライン – 様々な形状やフィリングに最適
プレミアムな食感:当社のマシュマロ製造機は、空気を多く含み、なめらかでふわふわ、そして柔らかな食感のマシュマロを製造します。この装置は、精密な制御と高度な技術により、常にふわふわとした食感と軽い品質を実現し、ご希望の食感を実現します。
多様な形と色:エクストルーダーのノズル1つで最大4色を同時に製造できるため、様々な形やねじれのマシュマロロープを作ることができます。様々な色や形状のマシュマロの製造をサポートし、フレーバーやフィリングの組み合わせで最大限のカスタマイズが可能です。
革新的なフィリングと組み合わせ:充填機は、ジャムやチョコレートなどのフィリング入りマシュマロだけでなく、アイスクリームのようなフィリング入りツートンカラーのマシュマロも製造できます。ツートンカラーやフィリング入りなど、幅広いフレーバーと組み合わせのマシュマロを製造できます。
シームレスな自動化:統合された自動乾燥システムにより、包装が完了するまで人的介入が不要になり、生産プロセスが合理化されます。この技術とシステムは、人的介入と人件費を最小限に抑えることで、業務の合理化、人件費の削減、そして高い生産効率を実現するように設計されています。
エンドツーエンドソリューション:この連続エアレーションラインは、原料の煮沸から乾燥、包装までの全工程を網羅する包括的なシステムです。綿菓子機とその部品はステンレス鋼で作られており、食品の安全性と衛生を確保しています。生産プロセスは適切に設計され、費用対効果が高く、廃棄物を最小限に抑えています。
最大限のカスタマイズ:単色および多色の綿菓子に加え、ツイスト型や漫画風の形状、アイスクリームデザイン、フルーツフィリングなど、様々な形状の綿菓子を製造できます。このシステムは、工場内で幅広い種類の菓子製品を製造できる能力を含め、菓子業界および企業の市場ニーズと製品要件を満たします。

全自動マシュマロ製造ライン – オペレーターチェックリスト
────────────────────────────
プレミキサー
• 主成分として水、砂糖、グルコースシロップ、ゼラチン溶液(またはその他のハイドロコロイド)、耐熱性着色料/香料、コーンシロップを加えて混合物を調製します。
• セットアップ: ブリックスが 78 ~ 80 °C に達するまで、75 ~ 80 °C、60 ~ 90 rpm で溶解します。
• 空気を多く含んだキャンディ製品を作るために混合物の一貫性を保ちます。
• バッチ終了時の CIP リンスシーケンス。
クッカー(フラッシュまたはチューブ)
• プレミキサーからの連続供給。
• 目標: 105~110°C、最終水分 18~22%。
• Brix < 76°C の場合、オンライン屈折計アラームが鳴ります。
スラリークーラー
• プレート熱交換器の温度を65~70℃に設定します。
• 重要: 60°C 未満の温度を避けてください (ゼラチンの事前凝固を防ぐため)。
連続エアレーション装置
• 250~300%のオーバーランに設定します。
• エアフローメーター:3~6 bar、滅菌フィルター付き。
• トルク曲線を確認します。ピークはスクリーンが詰まっていることを示します。
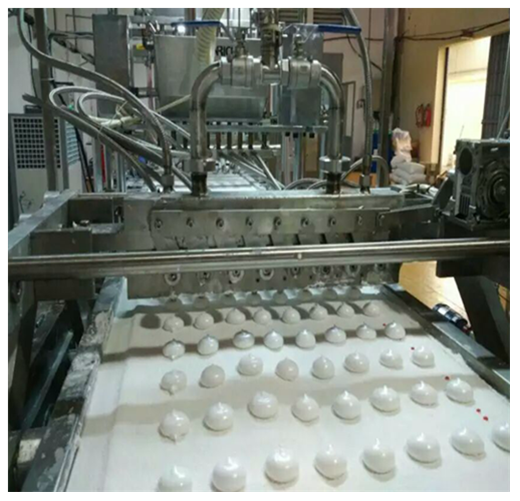
3D形状のデポジション機能センターフィル
• Manifold はベースを 2 ~ 3 色に分割し、マシュマロを作成します。
• 蠕動ポンプにより、熱に敏感なフレーバー(< 45°C)や着色料を定量添加できます。
• 流量比がレシピシートと一致していることを確認します。
4つの色が1つのマシュマロロールに押し出されます
• 金型温度は45~48℃(裂け防止のため)。
• 冷却トンネル:15~18°C、滞留時間4~6分、RH < 55%。
• ベルト速度は下流のカッターと同期します。
除塵室(澱粉・氷結)
• 上部および下部の集塵機を製品 100 グラムあたり 1.5 ~ 2 グラムに設定します。
• ロータリーブレードは±1 mmの長さにカットします。
• チャンバー圧力 -25 Pa; HEPA排気。
• パウダーを使用すると、固着を防ぎ、製品の品質を維持するのに役立ちます。
ほこりの除去/余分なほこりの除去
• バイブレーター+逆エアナイフで余分なデンプン質を取り除きます。
• 振動子の後にインライン金属探知機を設置。
• 追加のほこり除去により、固着を防ぎ、製品の完全性を確保します。
自動乾燥ベルトとシステム
• 25~35℃、湿度55%未満
• 冷却トンネル 12~15°C、6~8 分。
パッケージ
• 分配ベルトを介してフローラッパーに転送します。
• MAP オプション: N₂ フラッシング、O₂ <1%。
• シールの完全性を確認(30 分ごとに真空減衰テスト)。
• 包装段階は製造プロセスの最終段階であり、保存期間を延長し、食品の安全性を確保します。
安全性/品質情報
• すべてのステンレス鋼接触部品は 304 または 316 であり、CIP/SIP サイクルを完了します。
• 重要管理点 (CCP): 調理温度、金属検出、パッケージの密封。
• 標準出力:1.2 m 押出ライン、300~500 kg/時。

QUICK LINKS
CONTACT US
Yinrich製菓設備メーカー